
3Dプリンタの加工精度計測
はじめに

Webカメラのスタンドが壊れてしまいました。
動作自体は問題ないため、このまま捨てるのはもったいないと思い、3Dプリンタで接続部分を作成することにしました。
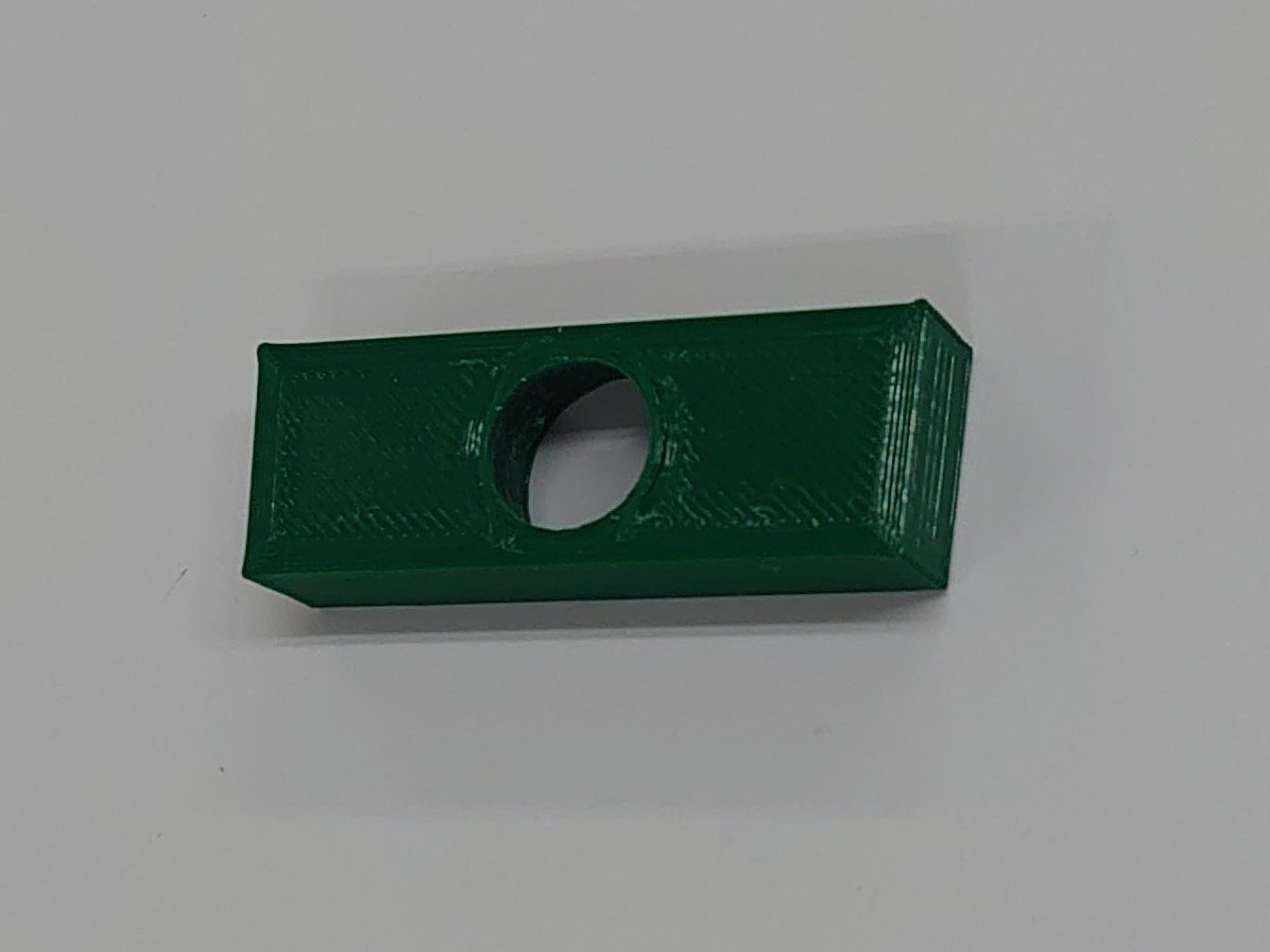
寸法を現物の数値にピッタリ合わせて設計し、印刷したところ、
設計値よりも穴径が小さく、うまく接続できませんでした。
そこで、3Dプリンタの加工精度は実際どの程度なのか計測してみることにしました。
実験
使用機材:Creality Ender 3 Pro(FDM方式)
ノズル:0.4 mm
積層ピッチ:0.2 mm
材料:eSUN PLA+(グリーン)
上記の条件で印刷し、設計値と比較して誤差がどの程度発生したかを計測します。
結果
・印刷1回目
| 測定箇所 | 設計値(mm) | 実測値(mm) | 誤差(mm) |
|---|---|---|---|
| 長手方向幅(X方向) | 50 | 50.2 | +0.2 |
| 短手方向幅(Y方向) | 17 | 17.2 | +0.2 |
| 高さ(Z方向) | 10 | 9.9 | -0.1 |
| 穴上直径 | 12 | 11.8 | -0.2 |
| 穴下直径 | 16 | 15.3 | -0.7 |
・印刷2回目
変更点:印刷一回目の寸法から穴上直径、穴下直径を0.2mm増量
| 測定箇所 | 設計値(mm) | 実測値(mm) | 誤差(mm) |
|---|---|---|---|
| 長手方向幅(X方向) | 50 | 50.2 | +0.2 |
| 短手方向幅(Y方向) | 17 | 17.3 | +0.3 |
| 高さ(Z方向) | 10 | 10 | 0 |
| 穴上直径 | 12.2 | 11.8 | -0.4 |
| 穴下直径 | 16.2 | 15.4 | -0.8 |
・印刷3回目
変更点:印刷一回目の寸法から穴上直径、穴下直径を0.4mm増量
| 測定箇所 | 設計値(mm) | 実測値(mm) | 誤差(mm) |
|---|---|---|---|
| 長手方向幅(X方向) | 50 | 50.2 | +0.2 |
| 短手方向幅(Y方向) | 17 | 17.3 | +0.3 |
| 高さ(Z方向) | 10 | 10 | 0 |
| 穴上直径 | 12.4 | 12.2 | -0.2 |
| 穴下直径 | 16.4 | 15.7 | -0.7 |
・印刷4回目
変更点:印刷3回目の寸法で、上下反転して印刷
| 測定箇所 | 設計値(mm) | 実測値(mm) | 誤差(mm) |
|---|---|---|---|
| 長手方向幅(X方向) | 50 | 50.2 | +0.2 |
| 短手方向幅(Y方向) | 17 | 17.2 | +0.2 |
| 高さ(Z方向) | 10 | 10 | 0 |
| 穴上直径 | 12.4 | 11.9 | -0.5 |
| 穴下直径 | 16.4 | 15.9 | -0.5 |
・誤差まとめ
| 測定箇所 | 最大誤差(mm) | 最小誤差(mm) | 平均誤差(mm) |
|---|---|---|---|
| 長手方向幅(X方向) | +0.2 | +0.2 | +0.2 |
| 短手方向幅(Y方向) | +0.3 | +0.2 | +0.25 |
| 高さ(Z方向) | -0.1 | 0 | -0.025 |
| 穴上直径 | -0.5 | -0.2 | -0.325 |
| 穴下直径 | -0.8 | -0.5 | -0.675 |
・結果まとめ
- XY方向に比べて、Z方向の誤差が小さい
- 印刷物の大きさが小さくなる方向の誤差がほとんどない
- 印刷物の最底面の誤差が大きい
- 直径の寸法を0.2mm増量させた場合でも、印刷物の寸法は増量前とほぼ同じ寸法になった
考察
・XY方向に比べて、Z方向の誤差が小さい
今回の3DプリンタのXY軸がベルト駆動方式、Z軸がボールねじ駆動方式となっているためだと考えられます。
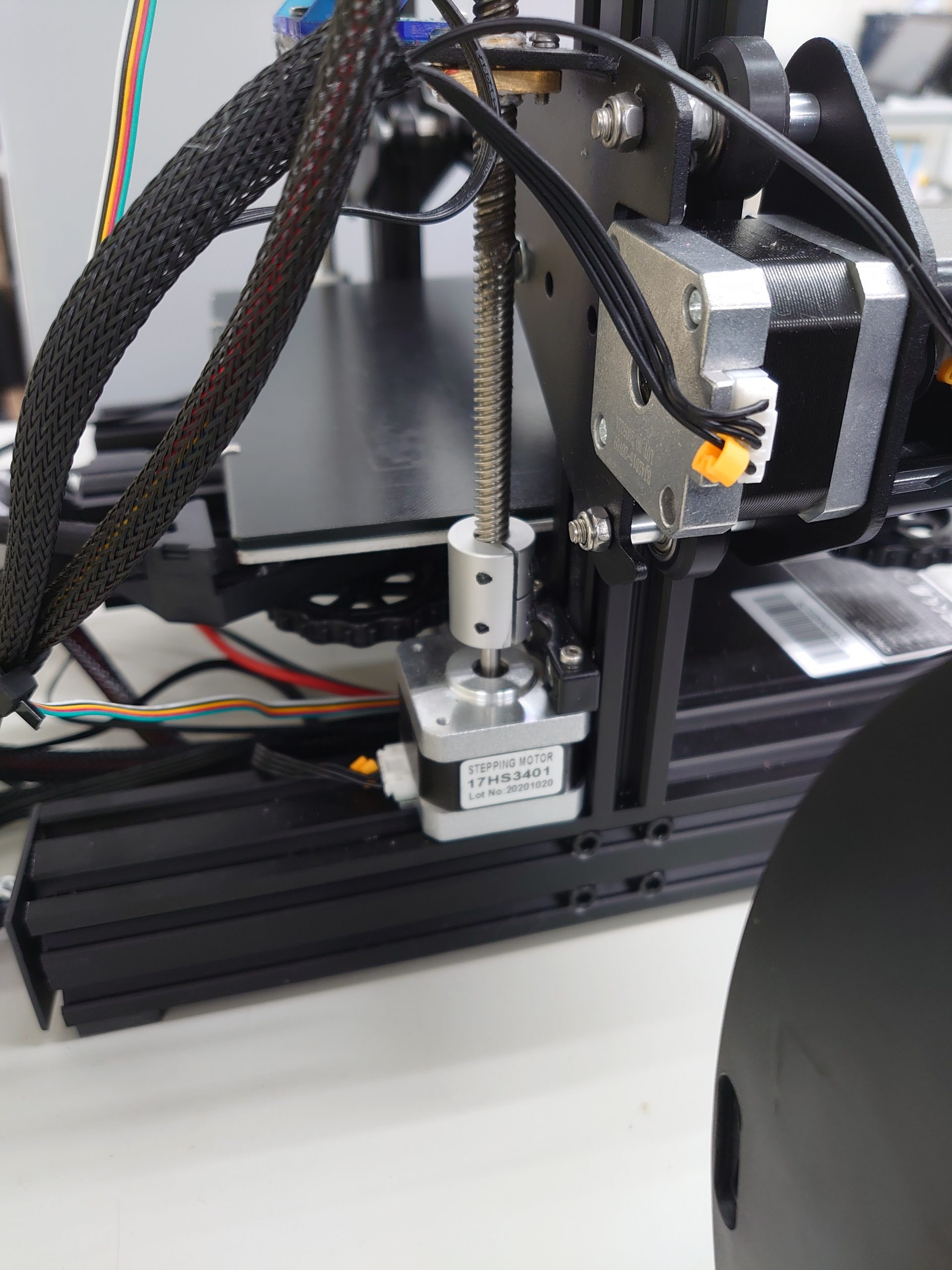
ボールねじ駆動方式は剛性が高く、位置決め精度が良いと思われます。
対して、ベルト駆動方式はベルトの伸縮等により、ボールねじ駆動方式に比べると位置決め精度が良くないと思われます。
・印刷物の大きさが小さくなる方向の誤差がほとんどない
FDM方式の印刷の仕組みではノズルでフィラメントを押しつぶしながら印刷するため、XY方向の印刷物外側にはみ出していると考えられます。
これはフロー(フィラメントの押出量)を調整することで改善できるかと思われます。
・印刷物の最底面の誤差が大きい
印刷物のベットへの密着性を高めるため、最底面のフローを多くしていることが原因だと考えられます。
こちらもフローを調整することで改善できると思われます。
・直径の寸法を0.2mm増量させた場合でも、印刷物の寸法は増量前とほぼ同じ寸法になった
0.4mm増量させた場合は寸法が大きくなりました。
ノズル径が0.4mmのため、ノズル径以下の寸法差は印刷しきれないと思われます。
おわりに
今回は対象物の寸法に対する加工精度を計測しました。
加工精度に関しては印刷速度や温度、材料等々、他にも影響のある設定はたくさんあるため、これからも実験を重ねていきたいと思います。